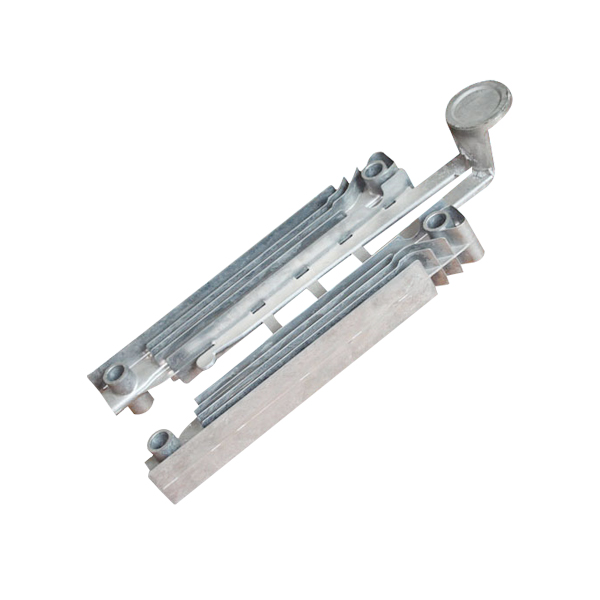
Ĉiuj specoj de ODM Aluminio fandado partoj A380 ADC12
alĝustigebla ipad-stando, tablojdo-standposediloj.
Bonvolu vidi niajn aliajn produktojn, ili ĉiuj estas personecigitaj partoj, kiujn ni faras la ĵetkubojn kaj faras produktojn por klientoj. Ĉiuj ĵetaĵaj partoj povas esti faritaj de ni kun OEM kiel kliento bezonoj.
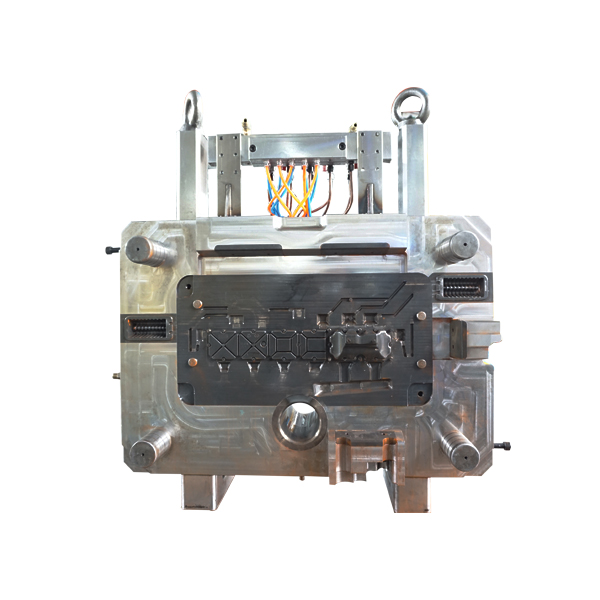
FANGCHEN havas profesian kaj altrangan muldilan inĝenieran teamon, provizante optimuman muldilan solvon al klientoj surbaze de iliaj postuloj por garantii la kvaliton kaj muldan vivon. Ni faras la ĵetkubojn per MEGAMA Flow-sistemo. Kaj post kiam la simuladrezulto ricevas sen neniu problemo, ni iras por die-dezajno.
Ni faras ĵetaĵon per uzado de nia maŝino 200T-1250T. Ni povas amasprodukti la partojn kun maldika muro dikeco kiel 1.0mm.Ni amasigis riĉan sperton pri interna poreco kaj aera streĉeco-kontrolo en dikaj muraj ĵetaĵoj.
Ni uzas komunajn materialojn estas ADC12, A380 kaj A360. Aliaj materialoj ankaŭ povas esti personecigitaj laŭ la postuloj de kliento. Ni havas stabilan Materialan provizanton en Ŝanhajo kaj Jiangsu Provinco. Ĉiufoje kiam materialo eniras nian fabrikon, ni faros la inspektadon de la materialaj elementoj kaj lasos rekordon por estonta spuro.
Nia paŝo por fari la partojn por kliento jene:
1- Ricevu konfirmon pri la personigita Desegno
2-Komencu la dezajnon de la ĵetkubo
3-Faru la ĵetkubon dume analizi sur la surfaca traktado
4-Post Morti preta faru spuron
5-Prenu la specimenojn kaj faru CMM-inspektadon sekvante la Personigitan Desegnon
6-Post la raporto de CMM donita "verda lumo", sendu specimenojn al kliento por kontroli
7-Post kiam la kliento konfirmas la finajn partojn, ni faros la vojproduktadon kiel 100-1000 por unua ordo
8-Post kiam kliento konfirmas la spuran produktadon, ni sekvos klientan ordon por estontaj produktoj
Fangchen-laboristoj strikte sekvas la paŝojn, ĉiu paŝo povas esti spurita se iu problemo pri la produktoj troviĝus, ni povas ekscii la problemon kaj solvi la problemon en mallonga tempo. Kaj promesas al vi doni al vi la plej bonajn solvojn por castings, kiujn vi volas fari en ĉiaj kampoj.
Kio estas la komponantoj de casting?
Estas ses paŝoj al ĉi tiu procezo:
Metu la ŝablonon en la sablon por krei la ŝimon.
Dezajno kaj sablo estas integrigitaj en la verŝsistemon.
Forigu la ŝablonon.
Plenigu la kavon per fandita metalo.
Lasu la metalon malvarmigi.
Rompu la sablan ŝimon kaj forigu la fandadon.


Unu tipa metodo por gisado de aluminio estas verŝi fanditan aluminion en ŝtalŝimon kiu estis precize prilaborita por certigi ke la gisita peco havos escepte glatan kaj rafinitan surfacon. Ĉi tiu speciala procezo estas unu el pluraj metodoj uzataj por produkti aluminiajn fandadojn, ĉiu el kiuj estas uzata por la kreado de specifaj specoj de partoj.
Variaĵo en la gisadprocezoj estas la speco de ŝimo, kiu povas esti konstante farita el ŝtalo aŭ provizore farita el ne-metala materialo. Ĉiu el la specoj de fandadoj havas siajn avantaĝojn kaj estas dependa de ilia fidindeco kaj produktokvalito.
Por diskuti la procezon de fadado de aluminio, necesas ekzameni ĉiun el la malsamaj malsamaj metodoj kaj kiel ili estas uzataj ĉar ne ekzistas nur unu procezo. Kvankam ekzistas produktantoj kiuj specialiĝas pri unu aŭ pluraj metodoj, multaj produktantoj ofertas al klientoj elekton pri kiu procezo ili preferus.
La Procezo de Castado de Aluminio
Konstanta Molda Casting
Multo de la elspezo de aluminia permanenta muldgisado estas la maŝinado kaj formado de la muldilo, kiu estas normale farita el griza fero aŭ ŝtalo. La ŝimo estas formita en la geometrian formon de la desegnita parto kun la specifoj kaj formo de la parto dividita en du duonojn. En la injektoprocezo, la duonoj de la ŝimo estas malloze sigelitaj tiel ke neniu aero aŭ poluaĵoj ĉeestas. La ŝimo estas varmigita antaŭ la verŝado de la fandita aluminio, kiu povas esti ladita aŭ injektita.
Ĉe la kompletigo de la procezo, la ŝimo estas permesita malvarmiĝi por permesi al la aluminia parto solidiĝi. Post malvarmetiĝo, la parto estas rapide forigita de la ŝimo por malhelpi la formadon de difektoj.